

Für das flexible und energiesparende Erwärmen von Bolzen in Presswerken liefern wir zwei Systeme:
Konvektionsöfen mit besonders hoher Energieeffizienz. Da keine offene Flamme auf die Oberfläche auftrifft, erfolgt die Erwärmung schonend mit speziellen Düsensystemen mit hoher Strömungsgeschwindigkeit („Jet Heating“).
JunkerDynamicHeater® Induktionsöfen mit hoher Flexibilität. Über die Bolzenlänge kann ein nahezu beliebiges Temperaturprofil, der sogenannte „Taper“, eingestellt werden. Aufgrund der hohen Leistungsdichte ermöglicht er zum Beispiel beim isothermen Strangpressen einen um mehr als 20 Prozent höheren Durchsatz.
Besonders die Kombination beider Systeme – eines Konvektionsofens mit nachgeschaltetem Induktionsofen – ist eine Option, die sich bei vielen Anwendern bewährt hat.
Das mathematische Prozessmodell „BILLET pilot“ verkürzt die Taktzeiten und reduziert den Energiebedarf dauerhaft.
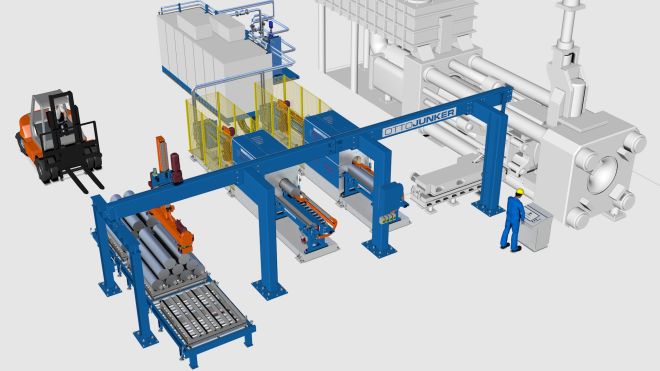
Wir liefern vollständige Systeme einschließlich der optionalen Handlingeinrichtungen, der Magazine, der Quench, der Warmsäge und der Reinigungsmaschine.







Auf einen Blick:
- Hohe Flexibilität
- Energiesparend
- HiPreQ(R) - Quenchsysteme
- Hohe Energieeffizienz durch integriertes mathematisches Prozessmodell

Konvektionsofen
Die schonende Beheizung der Bolzen erfolgt ausschließlich durch Fluid, welches die Bolzen durch spezielle Düsensysteme mit hoher Geschwindigkeit anströmt („Jet Heating“).
Im Gegensatz zur klassischen gasbeheizten Bolzenerwärmung, bei der die Flammentemperatur immer weit über der Bolzentemperatur liegt, sind beim Konvektionsofen nur geringe Temperaturunterschiede notwendig. Dadurch lassen sich die für spezielle Anwendungen erforderlichen besonders engen Temperaturtoleranzen reproduzierbar erreichen.
Die Verwendung von hocheffizienten Brennern mit integrierter Wärmerückgewinnung sichert einen Wirkungsgrad, der allen anderen Konzepten überlegenen ist.
JunkerDynamicHeater®
Der Induktionsofen zeichnet sich durch besondere Flexibilität aus: Mit ihm kann selbst bei „Losgröße 1“ über die Länge des Bolzens ein nahezu beliebiges Temperaturprofil, der sogenannte „Taper“, eingestellt werden. So ermöglicht er zum Beispiel das isotherme Strangpressen.
Da der Ofen jeden Bolzen einzeln erwärmt, werden enge Temperaturtoleranzen auch bei unterschiedlichen Temperaturen oder Längen von Bolzen zu Bolzen eingehalten.
Neben der in mehrere Zonen segmentierten Induktionsspule ist der hundertfach gebaute OTTO JUNKER IGBT-Umrichter mit zahlreichen Möglichkeiten der Leistungsvariation das entscheidende Bauteil, um eine hohe Temperaturgenauigkeit zu erreichen. Diese beiden Kernkomponenten fertigen wir im eigenen Werk. Baugruppen wie zum Beispiel Transformatoren oder Wasserrückkühlanlagen liefern wir optional.
Der digitale Zwilling
Die Prozessführung mit dem BILLET Pilot reduziert die Energiekosten und verkürzt Taktzeiten, da die Bolzen schnell abgerufen werden können. Das mathematische Modell – der digitale Zwilling des Bolzens – berechnet aus der elektrischen Leistungsaufnahme der Induktionsspulen die Temperaturverteilung im Bolzen. So kann die Überziehtemperatur optimal genutzt werden: Die Aufheizzeit wird deutlich kürzer.
HiPreQ®-Quenchsysteme
Wenn bei speziellen Aluminiumlegierungen bestimmte metallurgische Eigenschaften der Bolzen eingestellt werden sollen, kann vor dem Strangpressen ein Abschrecken mit gezielter Kühlung erfolgen. Diese metallurgischen Effekte ermöglichen eine deutliche Erhöhung der Pressgeschwindigkeit sowie eine Optimierung der Materialqualität.
Deshalb haben wir für Bolzen Hochleistungskühlanlagen entwickelt, die es dem Anwender ermöglichen, die Abkühlgeschwindigkeit reproduzierbar mit hoher Genauigkeit einzustellen.
Die separaten Regelzonen ermöglichen das präzise Einhalten des vorgegebenen Temperaturprofils. Die Kühlprogramme können mit einem „Teach-in“ erzeugt und aufgrund der stufenlos regelbaren Kühlleistung reproduzierbar abgerufen werden. Der geschlossene Wasserkreislauf trägt wesentlich zu niedrigen Betriebskosten bei und schont die Umwelt.
Magazine
In den Vertikal-, Ketten-, oder Palettenmagazinen werden die Bolzen oder Stränge für die Produktion vorgehalten.
Alle Magazine verfügen über eine Materialdatenverwaltung, die alle Vorgänge koordiniert, dokumentiert und archiviert. Die Produktionsdaten der angelieferten Bolzen werden entweder manuell oder automatisiert durch Auslesen eines Barcodes erfasst. So ist sichergestellt, dass die Sollwerte für Temperaturen oder Längen von der Software während des gesamten Prozesses an allen Aggregaten – zum Beispiel am Ofen oder der Säge – richtig eingestellt werden. Nach dem Erwärmen werden die Istwerte im Datensatz ergänzt und mit jedem Bolzen an die Strangpresse übergeben.
Transporteinrichtung
Für das Handling der Bolzen und Stränge liefern wir standardisierte Komponenten, die an die jeweilige Aufgabe individuell angepasst sind, zum Beispiel V-Schalen, Rollgänge oder Zangen. Sie fördern die Werkstücke schnell, sicher und schonend vom Magazin zur Strangpresse.
Warmsägen
Die von uns entwickelten Warmsägen trennen Stränge unmittelbar nach dem Verlassen des Ofens mit hoher Präzision in Bolzen
Das optionale „Parkschnittsystem“ minimiert Verschnitt weitestgehend: Zwei kurze Restbolzen werden gemeinsam in den Induktionsofen gefördert, sodass die Strangpresse sie wie einen einzigen Bolzen bearbeitet.
Alle Sägen verfügen über einen verfahrbaren Festanschlag und Klemmsysteme, sodass das exakte Einhalten der vorgegebenen Schnittlängen gewährleistet ist. Die Späne werden abgesaugt und in einer Brikettierpresse kompaktiert.
Bolzen- oder Strangreinigungsmaschine
Für das Reinigen von Strängen und Bolzen liefern wir Hochdruck-Reinigungsanlagen. Der Wasserkreislauf mit integriertem Filtersystem ist geschlossen und schont so die Umwelt.
| Durchmesser | 6 - 24 inch |
| Länge | 600 - 7.200 mm |
| Leistung | 400 - 3.600 kW |
Downloads

Anrufen +49 2473 601-0
+49 2473 601-0

Schreiben sales@otto-junker.com
sales@otto-junker.com